
Machining Technology of Super Large Split Three-row Cylindrical Roller Slewing Bearing
With the increasing maturity of offshore equipment technology, large cranes in the offshore industry have developed to super-large size and super-large tonnage, and the supporting slewing bearing diameter is more than 10 m. The slewing bearing structure of this diameter section is mostly split. Its advantage is that it is easy to transport, store and disassemble. The disadvantage is that it needs to be split and spliced many times, the processing technology is complicated, and the processing accuracy is difficult to ensure, so it is necessary to determine the appropriate processing technology.
1. Super large split three-row cylindrical roller slewing bearing structure
The structure of a split three-row cylindrical roller slewing table is shown in Figure 1. It adopts stepped lap joints, and the axial direction is connected by hinged bolts (Figure 2) to form an integral inner and outer ring. After assembly, the inner ring of the bearing The expansion in the inner diameter direction is shown in Figure 3.
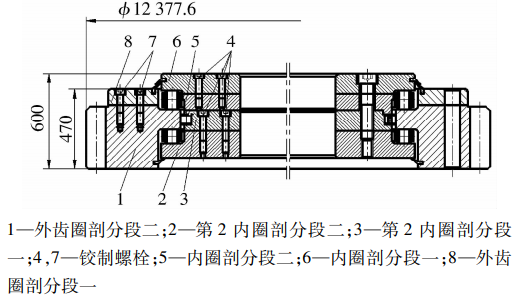
Fig.1 Structure diagram of split three – row cylindrical roller slewing bearings
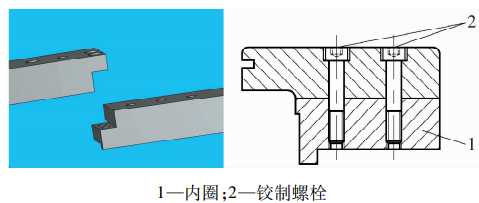
Fig.2 Diagram of inner ring connection
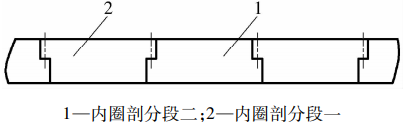
Fig.3 Diagram of inner ring expanding along inner diameter direction
The maximum outer diameter of the split bearing is 12.3776 m. The height is 0.6 m, the maximum wall thickness is 489 mm, and the inner and outer rings are divided into 18 sections. Technical requirements: The assembly height is (600±2) mm, the axial clearance is 1.2 ~ 1.8 mm, the radial clearance is 0.5 ~ 1.2 mm, the axial runout is not more than 0.6 mm, and the radial runout is not more than 2 mm.

